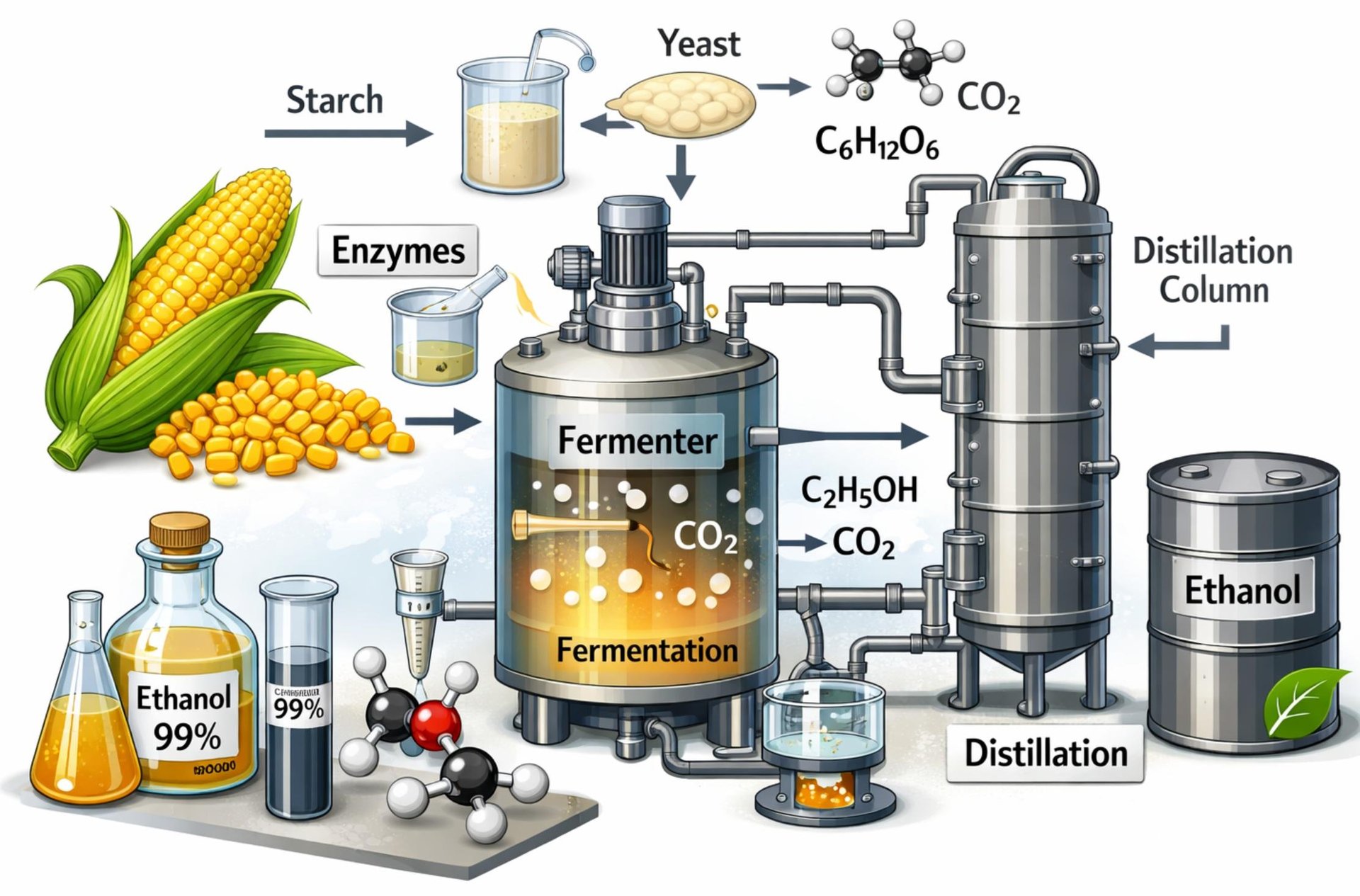
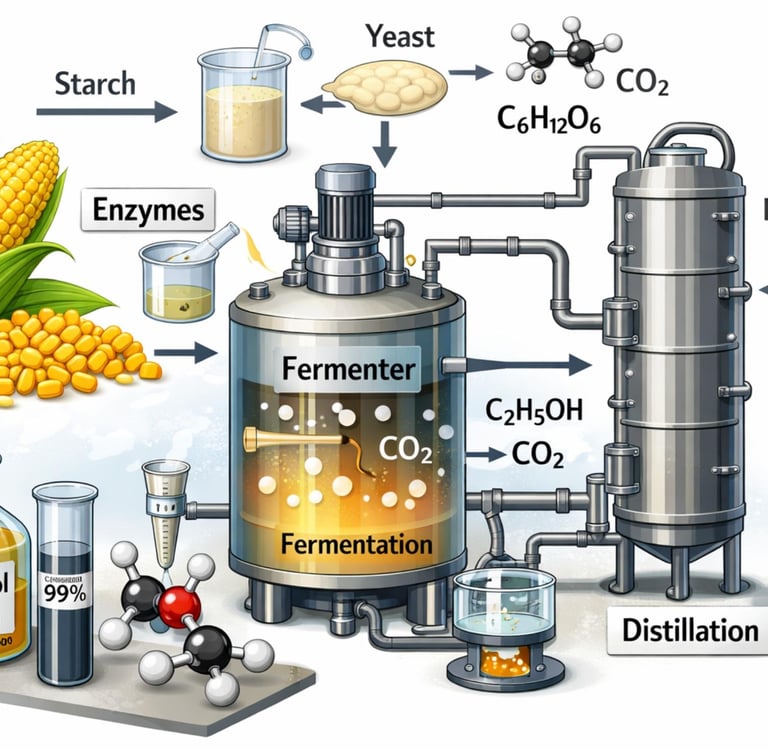
How to Maximize Ethanol Yield: The Role of Industrial Enzymes at Every Processing Stage
Discover how industrial enzymes maximize ethanol yield at every stage of production—from liquefaction and saccharification to fermentation. Learn best practices, feedstock optimization strategies, and enzyme selection for more efficient bioethanol and alcohol production.
ETHANOL PROCESSING